
手 机:138-1448-2008
电 话:0523-88648968
传 真:0523-88642288
邮 箱:xwj@hcwm.cn
地 址:江苏省泰州市姜堰区俞垛镇工业区
钨铜合金在数控刀片上的应用
随着市场的提升,加工出的产品越来越要求维护成本低、精度控制好,人们对于数控刀片冲头的加工工艺也提出了更高的要求,以电火花加工为主的特种加工方法得以广泛使用.为进一步提高使用寿命,减少工作时间成本,获得较好的产品效果,通过对电极材料的分析来调整工艺,制定替换措施。
传统的数控刀片冲头采用模具钢制作,这导致压件数量不理想,刃边坍塌比较快,磨损比较明显,精度不好保证。现在大部分数控刀片冲头基本采用的是硬质合金冲头,硬质合金冲头具有硬度高、耐磨、强度和韧性较好、耐热、耐腐蚀等一系列优良性能,特别是它的高硬度和耐磨性,即使在500℃的温度下也基本保持不变,在1000℃时仍有很高的硬度。这让冲头寿命显著增加,减少了更换模具的成本和时间,大大增加了压制效率和减少了压制维护成本
钨铜合金电极在数控刀片上的应用
钨铜合金是一种由粉末性能好,纯度高钨粉和高纯度,塑性较好的高导电性铜粉结合,通过静压成型,高温烧结,熔融工艺精制而成而成的复合金属材料。良好的导电性、热膨胀小、高温不软化,高强度,高密度,高硬度。75W-25Cu型钨铜合金作为钨和铜的复合材料,同时具备了高导电导热性能以及低膨胀性的优良特点。
电火花的加工电极早期采用紫铜电极或石墨电极,虽然紫铜电极和石墨电极价格低廉、有优势,使用便捷,但是由于紫铜电极及石墨电极不耐电火花高温放电烧蚀,导致电极损耗大,加工精度差,必要时需要进行多次加工。随着使用的模具要求精度和许多难加工材料部件用量的不断增加,以及电火花加工工艺的日益成熟,钨铜合金材料作为电火花加工电极的用量与日俱增。
钨铜合金用来做电火花电极的优点是在于耐高温、强度高、耐电弧烧蚀,低的损耗率。并且导电和导热性能好,散热快,精确的电极形状,优良的低腐蚀加工性能,确保被加工件的精度较多提高。采用钨铜合金材料的电火花加工电极,不仅使硬质合金冲头及难加工合金的加工精度提高,而且电极损失较小,加工效率较高,要求不高者,一次可完成产品的粗加工和精加工使用,大大节省了时间和机床成本。
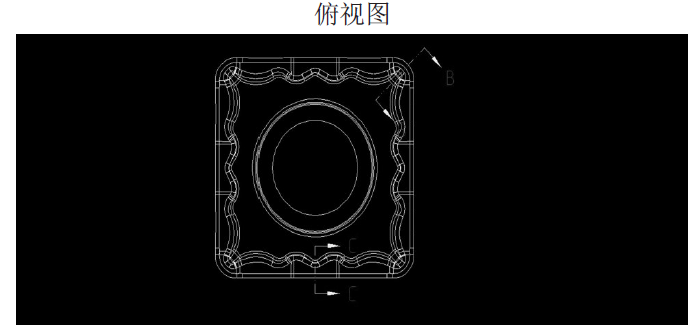
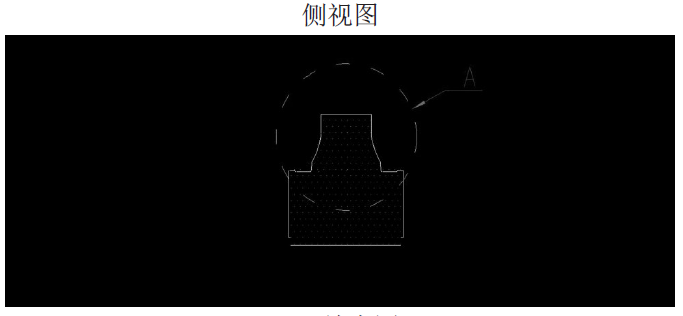
我们现在大部分使用的数控刀片冲头大多都是尺寸规格小,品种多样化,外形差异大,槽型复杂,大多数槽型都是圆弧组成,甚至都是较小内圆弧,这导致了加工难度增大。使用紫铜电极时容易损耗过多,成型缓慢,精加工用量大。
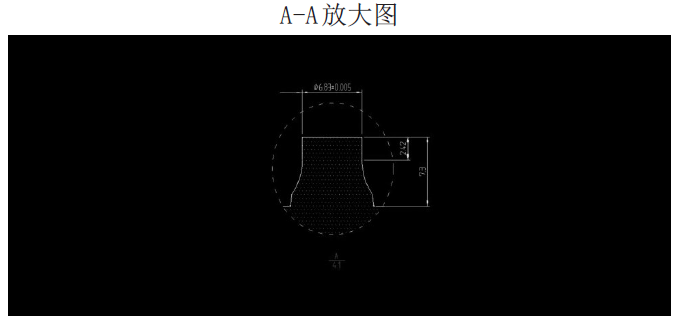
对于加工某一种数控刀片,紫铜电极和钨铜合金电极的消耗对比
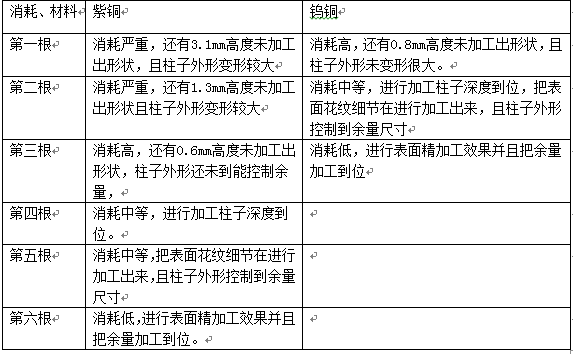
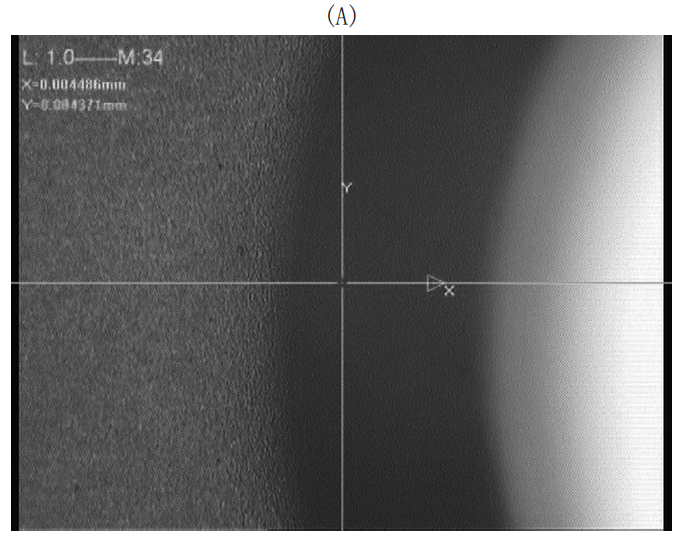
1、用紫铜电极加工下图硬质合金冲头时,需要损耗6根紫铜电极电极,4根进行粗加工,1根半精加工,一根精加工。用紫铜电极加工时,第一根粗加工到第3根粗加工时发现损耗剧烈,材料反复使用率不高。
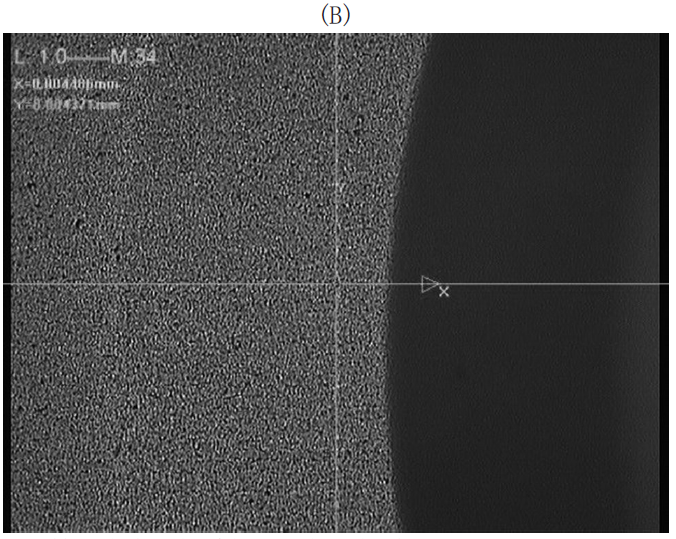
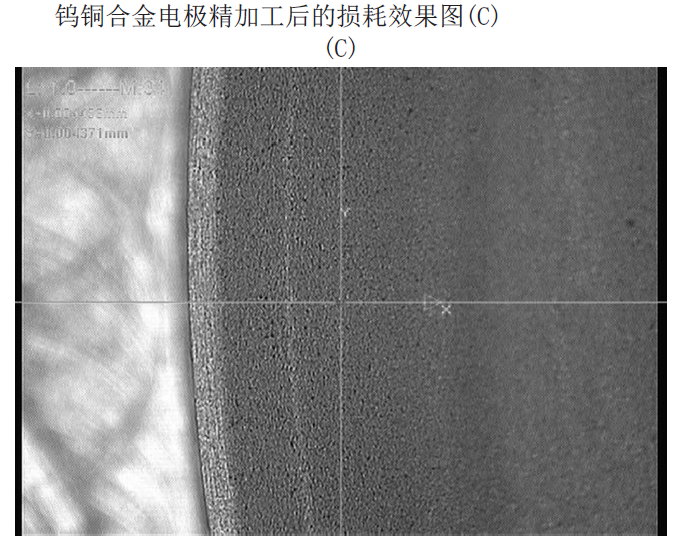
2、用钨铜合金电极加工下图硬质合金冲头时,只需要3根钨铜合金电极,一根粗加工,一根半精加工,一根精加工。只有第一根粗加工损耗剧烈,而且精加工损耗不大,比紫铜电极电腐蚀更小。
由此可见,钨铜合金电极的耐损耗性、耐电弧烧蚀优势明显,尤其应用在加工具有小槽型,需要加工精度高的时候极为突出。
钨铜合金电极消耗对比结论
通过对钨铜合金电极和紫铜电极实际加工的应用,得出了钨铜合金电极比较紫铜电极在电火花机床上,加工速度,加工效率和加工精度上具有一定的优势。分析了市场上的加工趋势会往高精度,高效率方面前进,而钨铜合金电极在加工精度和加工速度上具有的优势使得钨铜合金电极会广泛应用